こんにちは。エムテック製造部ブログです。
第6弾となりました今回は「工作機械に触れたことがない、知らない方」向けに弊社で使用している工作機械がどのようなものなのか、がなんとなくわかるように軽くご紹介したいと思います。
こちら弊社のB −7号機を例に説明します。↓

初めて工作機械をご覧になる方はこれで1つの機械と思われると思いますが、2種類の機械で構成されています。
まず、写真向かって左側↓

これは「給材機」、略さずに言うと「材料供給装置」です。
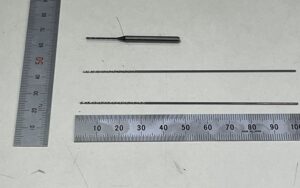
名称通りの役割の機械で、長さ約2メートルほどの棒状の材料(主に金属)を複数本入れておくと材料を切りきった後に自動で新しい材料を1本供給し、もうひとつの機械のほうに材料を送り出します。
そして、向かって右側↓

先ほどの給材機から材料が送り出されてくる側の「NC自動旋盤」という機械です。これが加工機の本体になります。
この機械は主に入力されたプログラムによって動きます。
この機械の上部↓
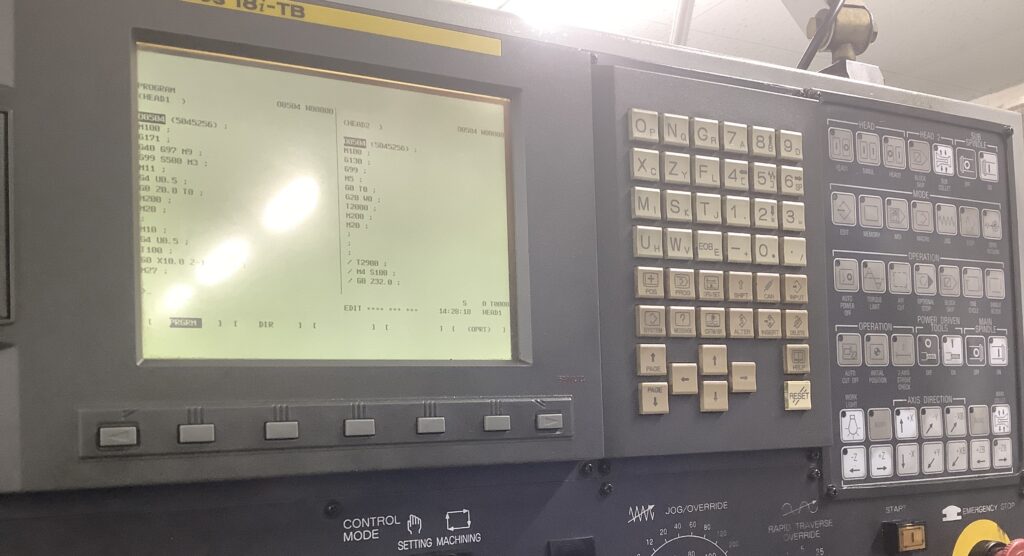
四角いものがやたらたくさんある部分ですが、
まず、左側の大きな四角はプログラムが表示されるディスプレイです。
次に真ん中の四角の群れはディスプレイに入力するためのキーボードになっています。数字とアルファベットが打ち込め、プログラムの編集などで使います。
そして、右側の四角の群れは用途が割と多いですが、主にモードを切り替えるときに使います。
この機械の右側↓
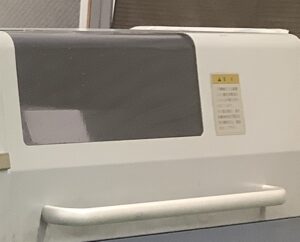
横長の取っ手がありますが、取っ手を押し上げると
↓ ↓ ↓ ↓ ↓

中はこのようになっています。
赤線で示したところに棒が飛び出ているのがわずかに見えると思いますが、これが給材機から送られてきた材料です。
青線で示したところは材料を削る刃物を6本まで取り付けられる刃物台です。四角柱型の刃物を縦状に取り付けます。
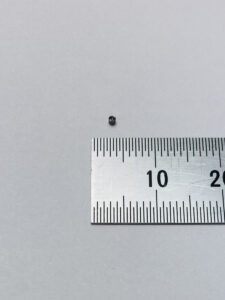
この刃物台がプログラムで動き、送り出されてきた材料が削られ、製品が出来上がるというのが加工の大まかな流れになります。
機械について軽くご紹介するとこのような感じです。もう少し詳しくご紹介したいところですが、だいぶ長くなってしまいますので今回はこの辺にしたいと思います。
最後までお読みいただきありがとうございました。それではまた次回。